

Phụ kiện hàn nối ống thép

Phụ kiện hàn mông (hàn nối) trong đường ống là gì? Phụ kiện nối (Buttweld) là phụ kiện đường ống được sử dụng để thay đổi đường đi của đường ống (cút), giảm / tăng kích thước lỗ khoan ống (ống giảm), nhánh (tees, chữ thập) hoặc làm mù đường ống (nắp mối hàn đối đầu). ASME B16.9 (và MSS-SP 43) Phụ kiện buttweld được sử dụng cho các hệ thống đường ống có đường kính trên 2 inch, trong khi phụ kiện hàn ổ cắm và ren được sử dụng cho các đường ống có kích thước nhỏ hơn (ASME B16.11).

SAIGON KINHBAC (SKB). Chúng tôi cung cấp các sản phẩm phục vụ cho ngành công nghiệp. Thép công nghiệp, Ống Thép, Mặt bích thép, Phụ kiện đường ống, Ống nhựa & Phụ kiện, Van công nghiêp, Các loại khác…
Liên hệ báo giá sản phẩm hoặc thông tin thêm. Quý khách vui lòng liên hệ với chúng tôi theo điện thoại: (028) 66567569 - (028) 66569779 - (028) 66601010 - Mobile: 0987672788 - 0962168112. Email: info@skb.vn hoặc contact@skb.com.vn. Chúng tôi luôn sẵn lòng.
SEAMLESS VS WELDED BW FITTINGS
Phụ kiện hàn mông có sẵn trong thực hiện liền mạch và hàn (liền mạch cho kích thước lỗ khoan dưới 24 inch, hàn cho kích thước trên 24 inch).
Phụ kiện liền mạch không có mối hàn đường may và do đó được coi là vượt trội so với phụ kiện hàn (một mối hàn luôn là điểm yếu trên kim loại, dễ bị ăn mòn).
Các phụ kiện liền mạch BW được sản xuất bằng cách cắt, làm nóng và định hình các ống liền mạch thành các hình thức mong muốn. Phụ kiện hàn mông có một, hai hoặc nhiều mối hàn, tùy thuộc vào kích thước, loại phụ kiện và quy trình sản xuất được thông qua bởi nhà máy.

BUTTWELD TRONG ĐƯỜNG ỐNG
Các phụ kiện buttweld có sẵn ở nhiều hình dạng (elbow, tees, giảm tốc, chữ thập, nắp, đầu cuối), cấp vật liệu (carbon, carbon năng suất cao, hợp kim thấp, không gỉ, hợp kim duplex và niken) và kích thước (1/2 đến 24 inch trong quá trình thực hiện liền mạch và được hàn cho các kích thước ống lớn hơn).
Các thông số kỹ thuật chính cho phụ kiện mối hàn giáp mép là ASME B16.9 (phụ kiện carbon và hợp kim) và MSS SP 43 (tích hợp ASME B16.9 cho phụ kiện BW hợp kim thép không gỉ, duplex và niken).
Phụ kiện hàn nối có những lợi ích sau:
- Cho phép kết nối đường ống chắc chắn và không bị rò rỉ
- Giảm thiểu áp suất giảm và nhiễu loạn bên trong đường ống
- Có tuổi thọ lâu dài
- Khá rẻ để mua và triển khai

Đối với hệ thống đường ống có đường kính dưới 2 inch, mối hàn ổ cắm và phụ kiện ren (rèn) thường được sử dụng (ASME B16.11)
Các phụ kiện đường ống tiêu chuẩn ASME B16.9 được sử dụng rộng rãi nhất. Những phụ kiện tiêu chuẩn là forging hoặc wrought. Chỉ ống thép đúc được sử dụng để sản xuất phụ kiện wrought. Phụ kiện hàn đường kính lớn được sản xuất từ thép tấm.
Các phụ kiện này được sản xuất với các loại gia công kết nối khác nhau.
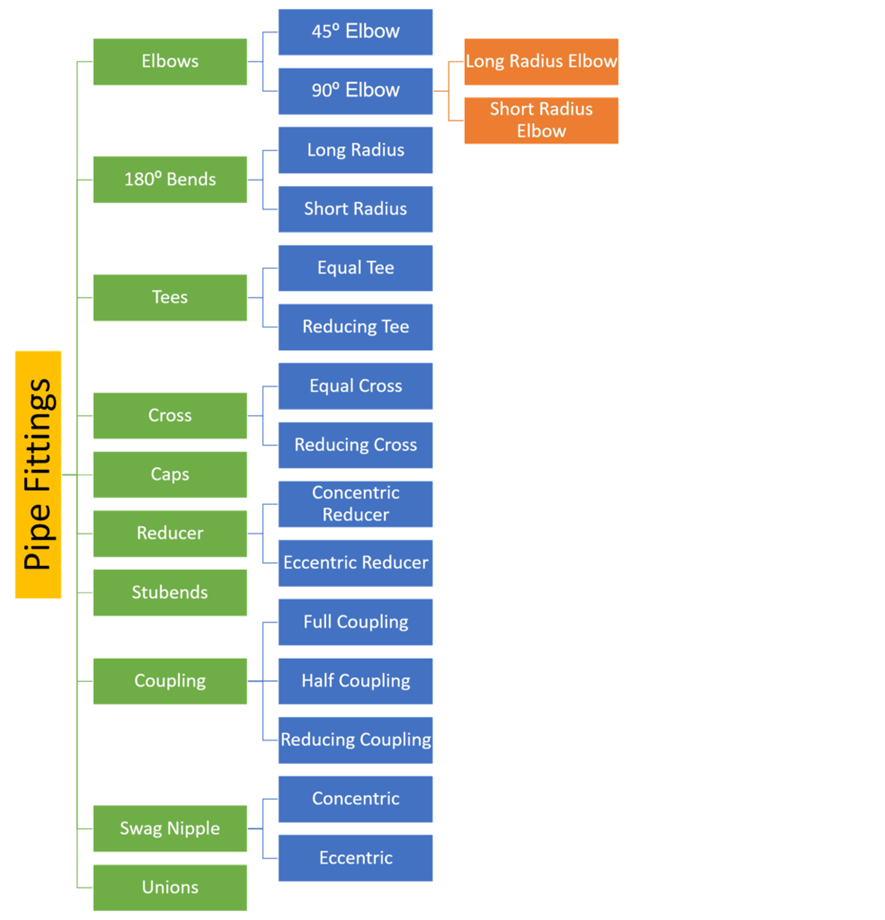
ELBOW 45/90/180 DEG.
Elbow ASME B16.9 được sản xuất trong một loạt các kích thước (kết hợp đường kính ngoài và độ dày thành) để phù hợp với ống carbon, hợp kim và thép không gỉ ASME B36.19. Có đường kính dưới 24 inch được sản xuất bằng cách cắt, làm nóng và uốn ống thép liền mạch. Elbow ống có kích thước lớn hơn được sản xuất, thay vào đó, từ ống hàn hoặc tấm thép.
3 loại elbow phổ biến nhất trong đường ống là 45, 90 và 180 độ.
SHORT VS LONG RADIUS ELBOW
Khoảng cách trung tâm đối diện của elbow ống bán kính dài luôn bằng 1,5 lần kích thước ống danh nghĩa, trong khi đó, đối với elbow ống bán kính ngắn, khoảng cách giữa mặt đối diện bằng với kích thước ống danh nghĩa.
Thí dụ:
Đối với elbow hàn mông bán kính dài 4 inch (LR), khoảng cách trung tâm đến mặt là 4 x 25,4 x 1,5 = 152,4 mm;
Đối với elbow hàn bán kính ngắn, khoảng cách trung tâm đến mặt thay vì 4 x 25,4 x 1 = 101,6 mm. Khuỷu tay ống bán kính ngắn chỉ có sẵn cho cấu hình 90 và 180 độ (và không dành cho 45 độ); thay vào đó, elbow bán kính dài có sẵn cho tất cả các độ.

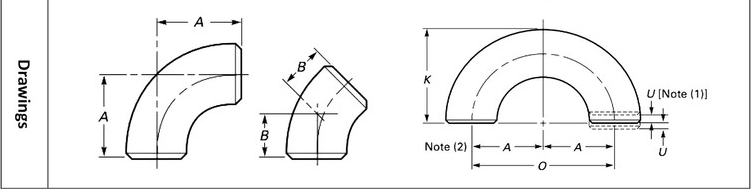
Độ dày tường của elbow
Điểm yếu nhất trên elbow là bán kính bên trong. ASME B16.9 chỉ tiêu chuẩn hóa kích thước tâm đối mặt và một số dung sai kích thước "độ vuông góc". Chiều dày thành tại vị trí đường hàn thậm chí được tiêu chuẩn hóa, nhưng không thông qua phần còn lại của elbow.
Tiêu chuẩn quy định rằng dung sai tối thiểu elbow sẽ nằm trong khoảng ±12,5% chiều dày thành ống tối thiểu được đặt hàng. Dung sai tối đa chỉ được quy định ở các đầu của ống nối.
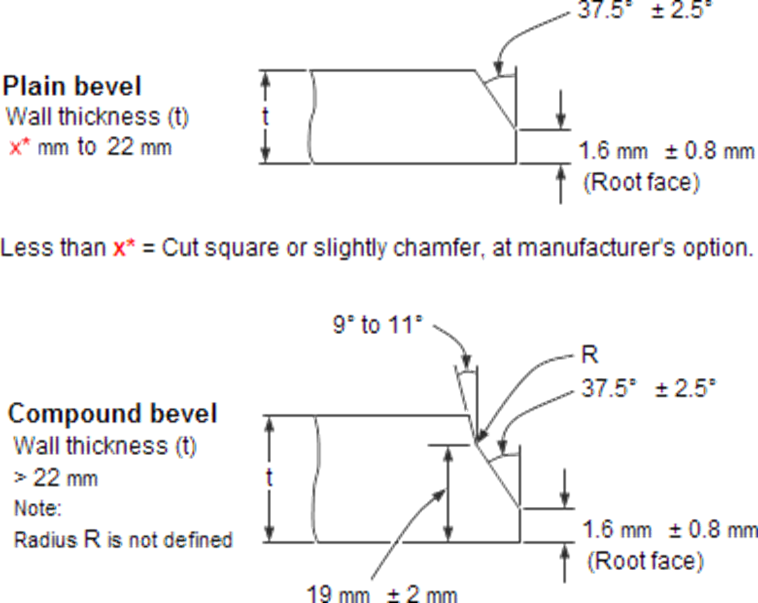
Kết thúc vát
Các đầu của tất cả các phụ kiện mối hàn giáp mép được vát, vượt quá độ dày thành 4 mm đối với thép không gỉ Austenit hoặc 5 mm đối với thép không gỉ ferit. Hình dạng của góc xiên tùy thuộc vào độ dày thực tế của tường. Các đầu vát này là cần thiết để có thể thực hiện một "Mối hàn mông".
Các ứng dụng của phụ kiện Buttweld
Elbow áp dụng nhiều nhất là bán kính dài 90° và elbow 45°.Trong khi elbow bán kính ngắn 90 ° được áp dụng nếu có quá ít không gian.
Chức năng của elbow 180° là thay đổi hướng của dòng chảy qua 180°. Cả hai loại LR và SR đều có kích thước từ tâm đến tâm gấp đôi khuỷu tay 90° phù hợp.
Hệ thống đường ống sử dụng phụ kiện hàn đối đầu có nhiều ưu điểm vốn có so với các hình thức khác.
Hàn một khớp nối với đường ống có nghĩa là nó vĩnh viễn không bị rò rỉ
Cấu trúc kim loại liên tục được hình thành giữa đường ống và phụ kiện bổ sung thêm sức mạnh cho hệ thống
Bề mặt bên trong nhẵn và thay đổi hướng dần dần làm giảm tổn thất áp suất và nhiễu loạn và giảm thiểu tác động của ăn mòn và xói mòn
Hệ thống hàn sử dụng tối thiểu không gian
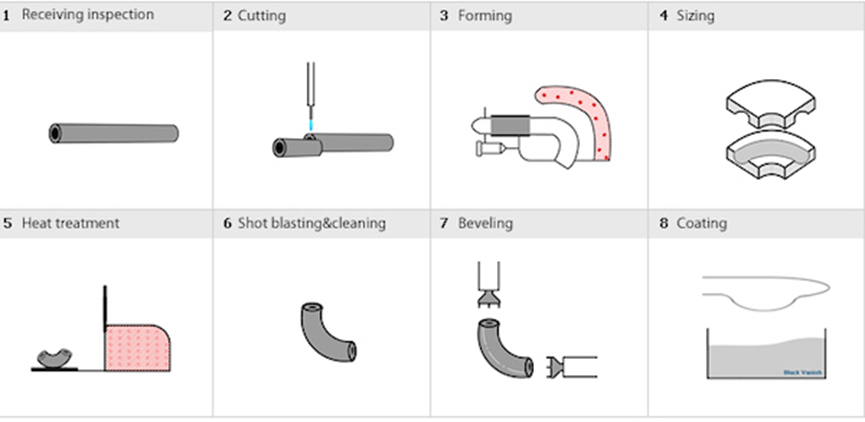
QUY TRÌNH SẢN XUẤT PIPE ELBOW - PIPE ELBOW MANUFACTURING PROCESS
Elbow nối hàn 45 và 90 độ có thể được sản xuất theo nhiều cách khác nhau, những cách chính là quy trình bắt buộc và một chế độ lạnh lạnh (các phương pháp khác là tạo hình elip và phương pháp hàn hai đường may).
TEES THẲNG VÀ GIẢM
Mục đích chính của Tee là tạo ra một nhánh 90° so với đường ống chính.
Mục đích chính của một chiếc tee là tạo ra một nhánh 90° từ đường ống chính. Tiêu chuẩn có hai loại tee bằng và giảm tee. Tee bình đẳng (hoặc tee) được dùng làm nhánh có đường kính giống như đường ống chạy. Tee giảm được dùng làm nhánh có đường kính nhỏ hơn khi đường ống chạy.

Theo hình dạng của tee, độ dày của thành có thể là một yếu tố quan trọng. ASME B16.9 chỉ tiêu chuẩn hóa các kích thước đầu cuối, kích thước trung tâm và một số dung sai kích thước "vuông góc".
Tiêu chuẩn quy định rằng dung sai tối thiểu sẽ nằm trong khoảng ±12,5% chiều dày thành ống tối thiểu được đặt hàng. Dung sai tối đa chỉ được quy định ở các đầu của ống nối.
EQUAL TEE
Một tee bằng nhau hay còn gọi là tee thẳng là một khớp nối mông được sử dụng để phân nhánh một đường ống hoặc bất kỳ đường ống nào khác ở 90 độ.
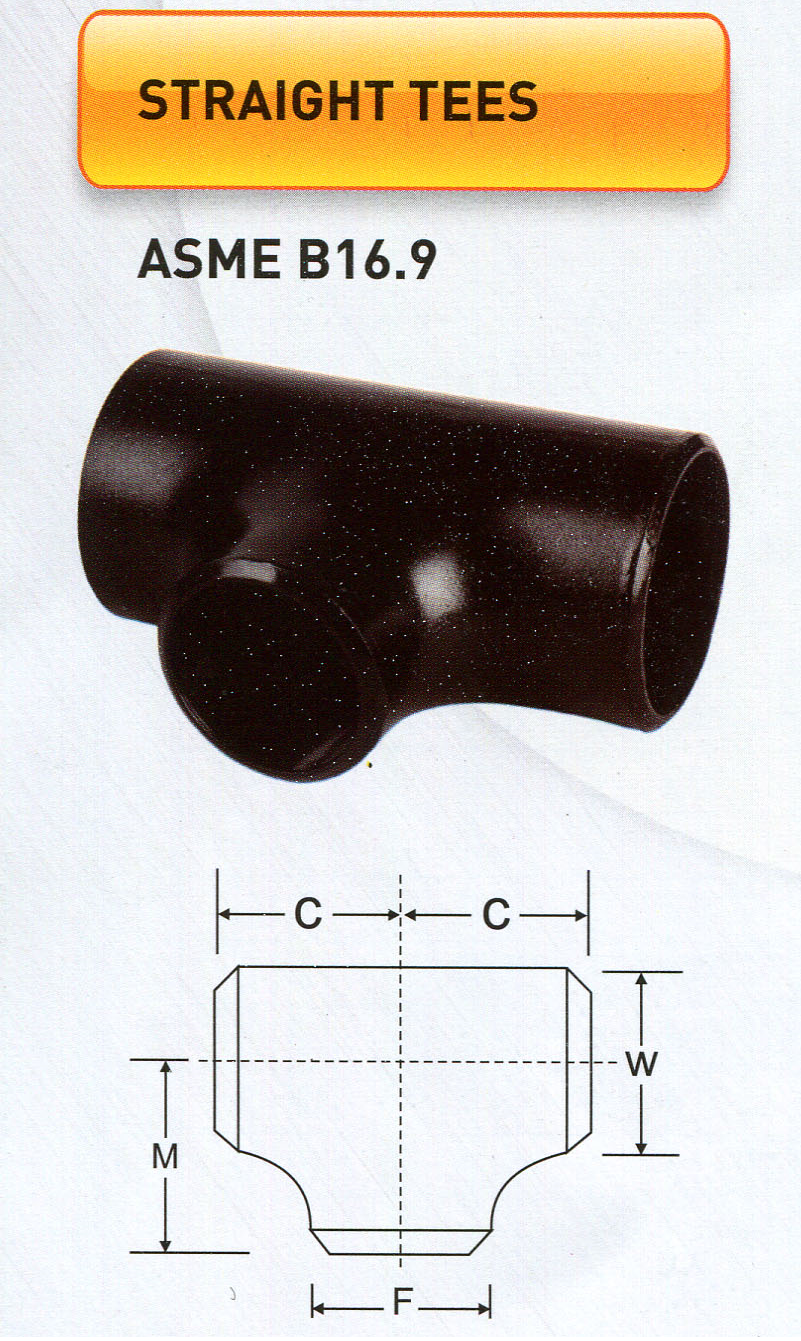
Một tee ống được xác định là bằng nhau khi kích thước lỗ khoan khi chạy và các nhánh nhánh có cùng đường kính. Do đó một tee bằng nhau được sử dụng để kết nối hai ống có cùng đường kính danh nghĩa.
Tees bằng nhau có sẵn trong các kích thước từ nửa inch đến 48 inch (hoặc lớn hơn) và trong thực hiện liền mạch và hàn (liền mạch đến 24 inch, hàn cho kích thước tee trên 24 inch).
REDUCING TEE
Một tee giảm có kích thước lỗ nhỏ hơn ở phía ống phân nhánh (thường là 2/3 kích thước nhỏ hơn).
Trong trường hợp cần giảm kích thước lỗ khoan lớn hơn thì kết nối nhánh được gia cố (như Weldolet) sẽ được ưu tiên để ngăn ngừa nhiễu loạn và giảm dòng chảy mượt mà hơn.
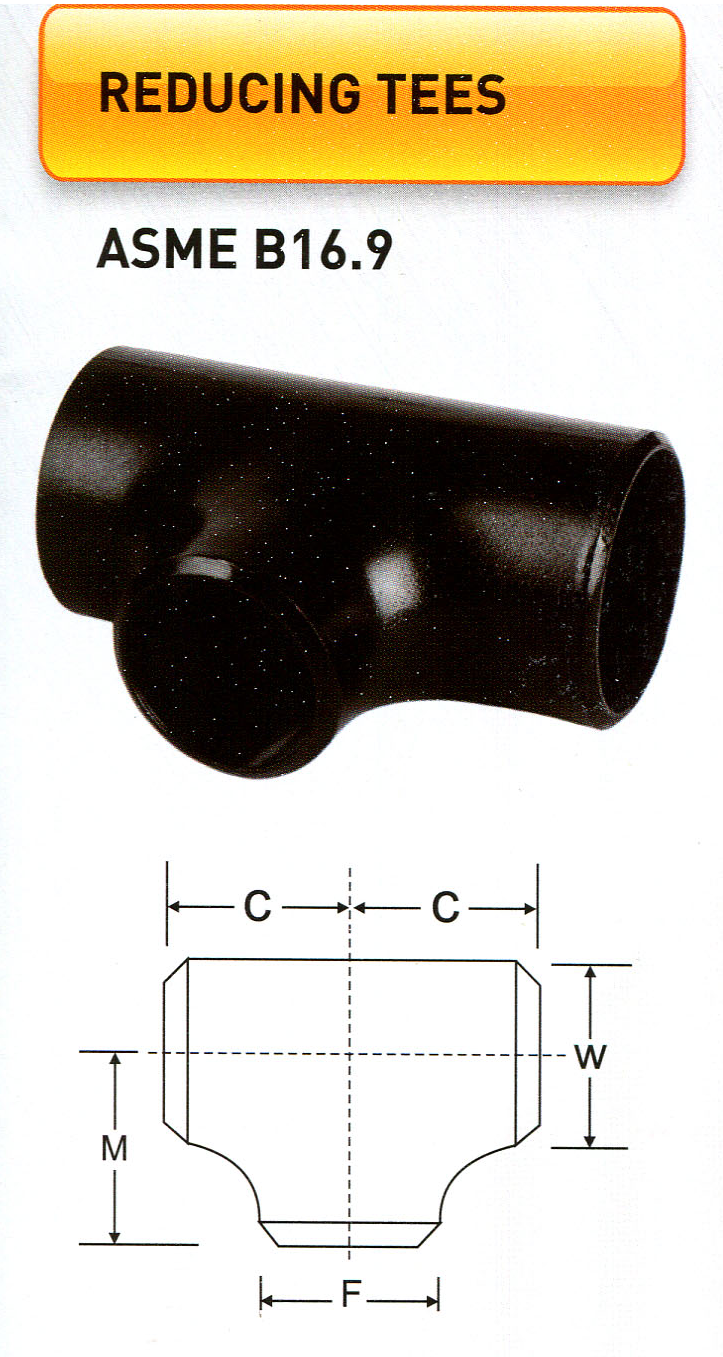
Kích thước tiêu chuẩn và dung sai của ống tẩu bằng và giảm được bao phủ bởi thông số kỹ thuật ASME B16.19 (thép carbon và hợp kim) và thông số kỹ thuật MSS SP 43 (đối với tees thép không gỉ và hợp kim niken).
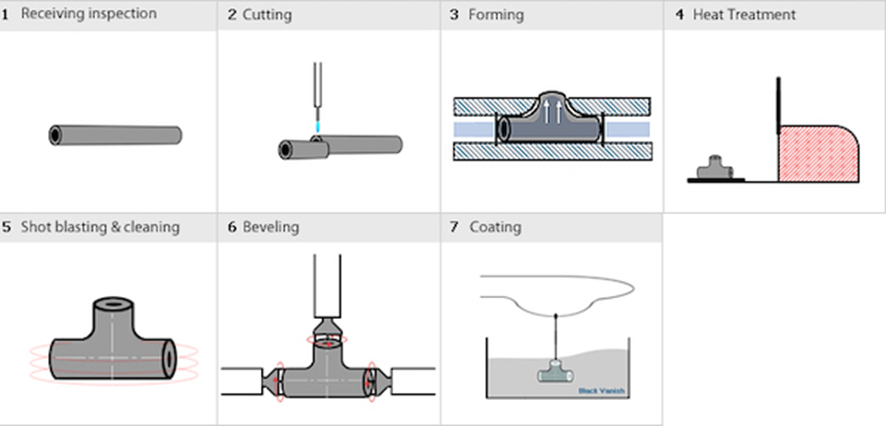
QUY TRÌNH SẢN XUẤT PIPE TEE - PIPE TEE MANUFACTURING PROCESS
Tạo hình lạnh là quy trình sản xuất được sử dụng nhiều nhất cho tees mông liền mạch, như minh họa dưới đây. Các phương pháp khác là quá trình hàn đường may đơn hoặc đôi.
NỐI GIẢM - REDUCER
Các bộ giảm tốc được áp dụng, để thay đổi từ đường kính ống theo một hướng. Tiêu chuẩn có hai loại, bộ giảm tốc đồng tâm, thường được sử dụng trong đường ống đứng và bộ giảm tốc lệch tâm được sử dụng trong đường ống ngang.
Trên hình chiếu trục đo, trong một đường thẳng nằm ngang, phải khai báo bộ giảm độ lệch tâm, hoặc phải lắp ghép mặt phẳng ở phía dưới hoặc phía trên. Bạn đã từng thấy trên bản vẽ, chữ viết tắt "TF" hoặc "BF". Điều này là viết tắt của tương ứng "trên cùng phẳng" và "dưới cùng phẳng"
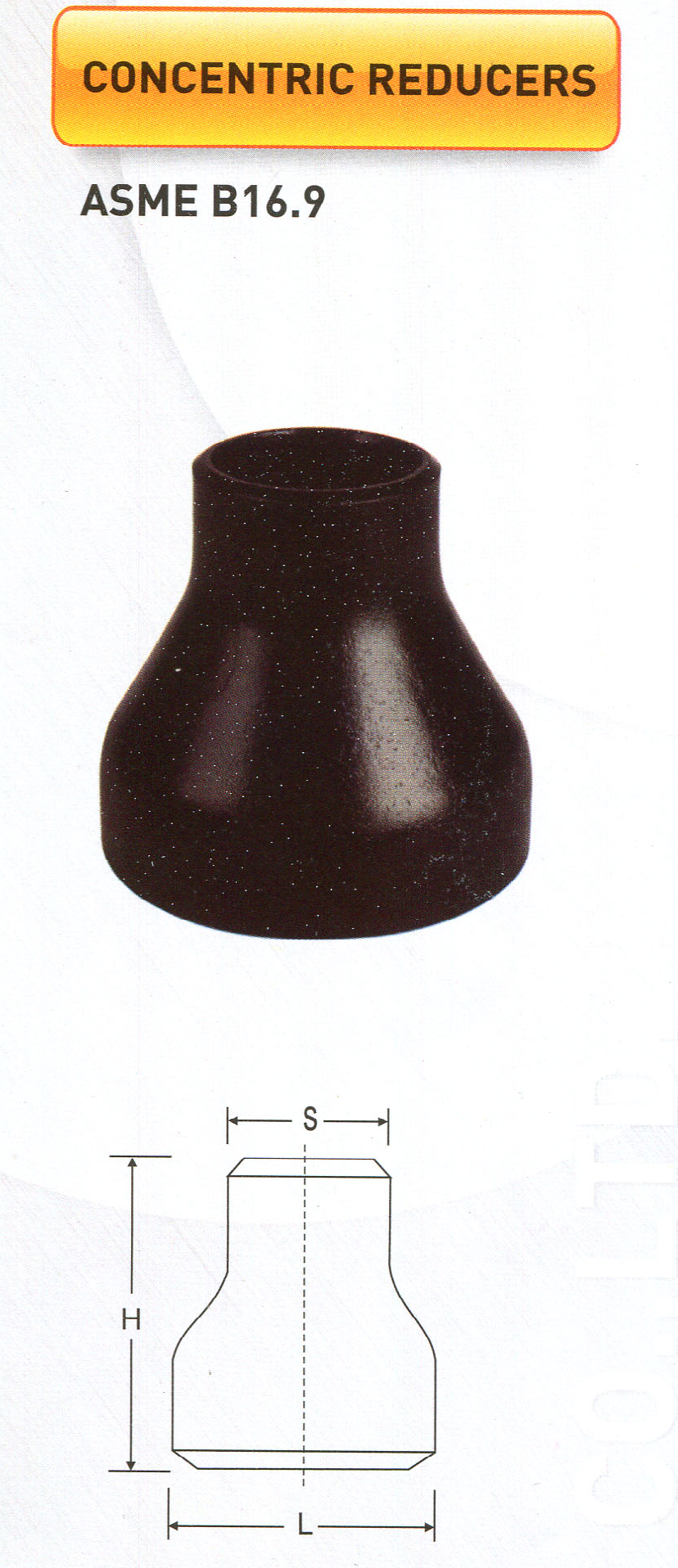
GIẢM ĐỒNG TÂM - CONCENTRIC REDUCER
Các đầu mở của bộ giảm đồng tâm được căn chỉnh và căn giữa cái này với cái kia. Nói chung, loại ống giảm tốc này được sử dụng để sửa đổi kích thước lỗ khoan của đường ống bằng hai biện pháp (tối đa), để tránh sụt áp quá mức trong đường ống.
Nếu cần giảm nhiều hơn, thì một chuỗi các bộ giảm tốc sẽ được sử dụng để có sự điều chỉnh trơn tru và dần dần kích thước lỗ khoan của đường ống (so với thay đổi mạnh).
GIẢM LỆCH TÂM - ECCENTRIC REDUCER
Các đầu mở của một bộ giảm tốc lệch tâm nằm ở vị trí bù lệch lệch nhau.
Thông thường các bộ giảm tốc lệch tâm được sử dụng cho các đường ống được lắp đặt ở vị trí nằm ngang (trong khi các bộ giảm tốc đồng tâm được sử dụng cho các đường ống được lắp đặt theo chiều dọc hoặc cho các cửa hút của bơm hút, như các bộ giảm tốc lệch tâm phẳng trên cùng).

SWAGE NÚM VÚ
Núm vặn xoắn thường được sử dụng trong các hệ thống đường ống có đường kính nhỏ, và tương tự như bộ giảm chấn hàn giáp mép. Chúng có sẵn đồng tâm và lệch tâm, với nhiều đầu khác nhau. Các loại phổ biến nhất là:
PBE = Đồng bằng Cả hai Kết thúc
BBE = vát cả hai đầu
TBE = Đã đọc cả hai phần cuối
Dải kích thước NPS 1/8 - NPS 8. Được sản xuất từ ống liền mạch loại B A106 hoặc thanh kéo nguội được xử lý nhiệt theo tiêu chuẩn ASTM A234. Lựa chọn nguyên liệu phụ thuộc vào kích thước và mức độ giảm bớt. Độ dày thành sẵn có: tiêu chuẩn (STD), cực mạnh (XS), lịch 160 hoặc siêu bền gấp đôi (XXS).
QUY TRÌNH SẢN XUẤT GIẢM GIÁ - BW REDUCER MANUFACTURING PROCESS
Tạo hình nguội là quy trình sản xuất phổ biến nhất cho các bộ giảm tốc lệch tâm / đồng tâm liền mạch (bộ giảm tốc hàn được sản xuất với quy trình hàn đường may đơn hoặc đôi):
PIPE CAP
Về cơ bản, một nắp sẽ được áp dụng, để đóng phần cuối của một đường ống. Nắp như thể hiện trong hình dưới đây, có sẵn cho tất cả các kích thước ống và đôi khi cũng được sử dụng cho các mục đích khác
Một nắp ống mông được sử dụng để làm mù hoặc cách ly đường ống, vĩnh viễn hoặc tạm thời (ví dụ trong quá trình thực hiện các công việc bảo trì và sửa chữa).
Mũ ống mông được sản xuất bằng cách sử dụng các tấm thép cho hầu hết các kích cỡ và vật liệu.
QUY TRÌNH SẢN XUẤT PIPE CAP - PIPE CAP MANUFACTURING PROCESS
Quá trình sản xuất mũ bắt đầu từ các tấm thép được cắt và tạo hình với quy trình tạo hình lạnh:
PHỤ KIỆN ĐƯỜNG ỐNG – STUB ENDS
Stub Ends được sử dụng với mặt bích lap joint. Đối với loại mặt bích này, Stub Ends được hàn vào ống, trong khi mặt bích được di chuyển tự do. Về cơ bản, nó là một phần của mặt bích nhưng được thiết kế theo tiêu chuẩn ASME B16.9, đó là lý do tại sao nó được coi là phụ kiện đường ống.
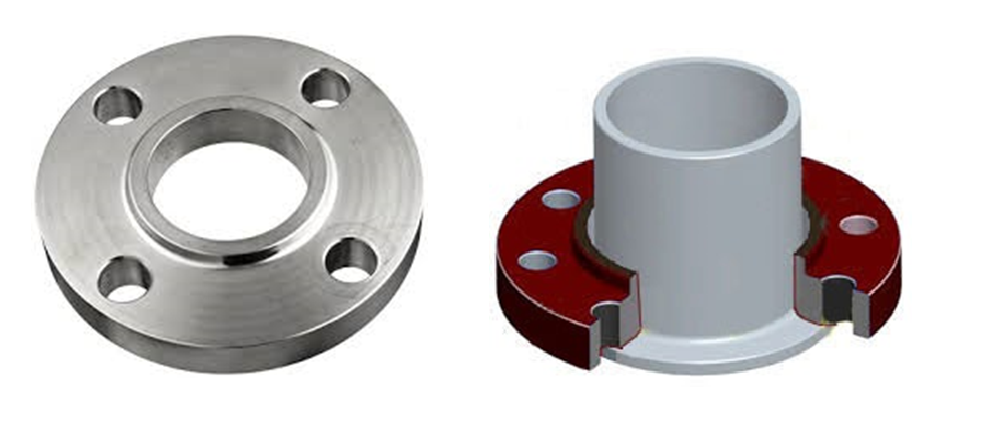
Stub Ends là gì và tại sao nó nên được sử dụng? Đầu ống là phụ kiện hàn đối đầu có thể được sử dụng (kết hợp với mặt bích khớp nối vòng) hoặc hàn mặt bích cổ để tạo kết nối mặt bích. Việc sử dụng các đầu ống có hai ưu điểm: nó có thể giảm tổng chi phí của các khớp nối bích cho các hệ thống đường ống ở các cấp vật liệu cao (vì mặt bích khớp nối vòng không cần phải cùng vật liệu của ống và đầu ống nhưng có thể được một lớp dưới); nó đẩy nhanh quá trình lắp đặt, vì mặt bích của khớp nối có thể xoay để tạo điều kiện thuận lợi cho việc căn chỉnh các lỗ bu lông. Đầu cuống có sẵn ở dạng ngắn và dài (đầu cuống ASA và MSS), với kích thước lên đến 80 inch.
ỨNG DỤNG KẾT THÚC STUB ENDS
Một đầu đinh tán và một mặt bích khớp nối có thể được sử dụng cùng nhau như một cách thay thế để tạo kết nối mặt bích hơn là hàn mặt bích cổ.
Hai thiết bị được kết hợp, trong trường hợp này, là:
Đầu cuối, về cơ bản là một đoạn ống, với một đầu loe ra bên ngoài và đầu kia được chuẩn bị để hàn với ống có cùng kích thước lỗ khoan (NPS = kích thước ống danh nghĩa), vật liệu và độ dày thành ống. Công cụ chế tạo đầu ống được sử dụng rộng rãi nhất là máy làm loe, máy có thể làm loe phần cuối của ống và sau đó cắt theo chiều dài.
Một mặt bích khớp nối, được sử dụng để thực sự bắt vít hai chiều dài của ống với nhau.
LỢI ÍCH CỦA LAP JOINT STUB KẾT THÚC
- Việc sử dụng các đầu còn lại có hai ưu điểm sau:
- Giảm chi phí tổng thể của khớp mặt bích
CÁC LOẠI STUB ENDS
Phần cuối của cột có sẵn ở ba loại khác nhau, được đặt tên là “Loại A”, “Loại B” và “Loại C”:
Loại đầu tiên (A) được sản xuất và gia công để phù hợp với mặt bích đệm khớp nối tiêu chuẩn (hai sản phẩm phải được sử dụng kết hợp). Các bề mặt giao phối có cấu trúc giống hệt nhau để cho phép tải bề mặt loe ra một cách trơn tru
Đầu trụ loại B phải được sử dụng với mặt bích trượt tiêu chuẩn
Đầu cuống loại C có thể được sử dụng với khớp nối hoặc mặt bích trượt và được sản xuất từ ống

LOẠI NGẮN - DÀI (ASA / MSS)
Phần cuối của cây có sẵn ở hai mẫu khác nhau:
Mô hình ngắn, được gọi là sơ khai MSS-A kết thúc
Mô hình dài, được gọi là kết thúc sơ khai ASA-A (hoặc kết thúc sơ khai chiều dài ANSI)
Loại mẫu ngắn (MSS) và mẫu dài (ASA)
PHỤ KIỆN MÔNG ASME (PHỤ KIỆN HÀN NỐI)
Phụ kiện hàn nối trong đường ống là gì? Phụ kiện hàn nối là phụ kiện đường ống được sử dụng để thay đổi đường dẫn của đường ống (co hàn / elbow), giảm / tăng kích thước lỗ khoan của ống (nối giảm), nhánh (tees, thập) hoặc làm mù đường ống (nắp hàn). ASME B16.9 và (MSS-SP 43). Phụ kiện hàn nối ống thép được sử dụng cho các hệ thống đường ống có đường kính từ 0.5 inch đến trên 24 inch, trong khi các mối hàn ổ cắm và phụ kiện ren được sử dụng cho các ống có kích thước nhỏ hơn (ASME B16.11).
|
|

HỖ TRỢ ONLINE

LIÊN HỆ
FANPAGE
BÁO GIÁ - ĐẶT HÀNG







GPKD số: 0311546994 - ngày cấp: 17/02/2012 bởi Sở Kế hoạch và Đầu tư Thành phố Hồ Chí Minh
Đại diện: Vũ Văn Bình








